 少有人走的路
少有人走的路下面笔者总结一下实现项目中的闭环实现的要点:
n 只有伺服液压栈的辊压机才可以进行闭环调节, 因为这种液压栈精度很高,最小可以+-0.5um调节都会生效
n 目前的基本原理是测厚仪上传辊压机左侧厚度,右侧厚度,标准值。辊压机调节对应的左侧辊缝压力、右侧辊缝压力
n 目前辊压机算法有两种。
一是做简单加减的操作。辊压机内部会有自己最小调节压力,跟据测厚仪送过来的超标厚度值,步进加减最小调节压力。
二是对测厚仪传来的数据做一定算法(数据分组平均值之类的算法),然后进行调节压力的动作。
两种方式经过实验试用,效果上并没有太大的区别。
算法一是辊压机做简单加减,就是以固定的最小值方式对辊缝压力做正负加减。达到预期厚度目标后调节完成,否则继续调节,直到超出次数。
算法二也是跟算法一调节方式一样,走最小值调节,只不过是调节之前对测厚仪发送过来的数据进行了一些算法过滤。
对每种不同种类规格的来料,都必须有一个不同的最小值。
因此,闭环算法中实际上辊压机采用的是固定步进方式调节压力,并非是要寻找压力与厚度之间的线性关系。
n 辊压机会有规则保证不会过度调节,如:
当跑带速度达到小于指定值时,闭环不起作用。因为跑带速度跟产品质量成反比,越快,上下辊触极片的时间片断越小,越容易出问题
当厚度数据小于内部指定的厚度阈值,闭环不起作用
当压力调节次数达到上限时,测厚仪还要求继续调节,则可能是出现了问题,辊压机会报警停机,要求人工干预。
目前从现场试用效果来看,辊压机闭环的功能仅仅是起到了防呆的作用,并非是实现全自动化闭环反馈
防呆作用包括:
出现料倾斜的问题,
来料质量有问题,
操作员临时走开的时间段。
对于什么是闭环不清楚的童鞋,下面我简单做个说明:
闭环过程自动控制系统,即闭环控制系统,又称反馈控制系统或偏差控制系统。它是指把输出量直接或间接地反馈到输入端构成闭环,实现自动控制的系统
其工作机制如下图所示:
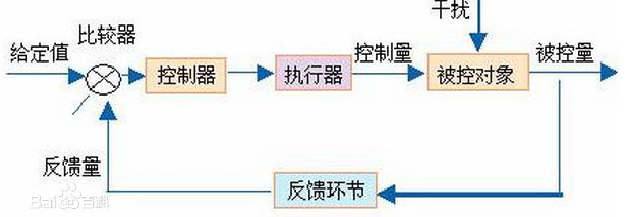
在本例子中,反馈环节是极片测厚仪,被控对象是极片,控制器与执行器是辊压机。
辊压机要做的就是把极片压出指定工艺范围的厚度。
在没有测厚设备的当年,操作员必须用手中的千分尺测量辊压机压出来的厚度,如果有异常,就要调整新的“给定值”给辊压机以修正厚度。
有了闭环控制,极片测厚仪就替换了上面人工的劳动,一切就变成了自动化实现了。
对于极片生产工艺仍然 的童鞋,可以看下下面的锂电池生产工艺的扫盲贴:
的童鞋,可以看下下面的锂电池生产工艺的扫盲贴:
超级工厂的秘密都在这里 (一)超级电芯诞生记
---------------------
作者:hackpig
来源:www.skcircle.com
版权声明:本文为博主原创文章,转载请附上博文链接!




")
")
常用的6种方法")
 封装运动功能")

一个完整的测试设备")

:运行时api的使用,vs环境下的联调")



Qt Widgets Designer界面设计器和界面应用")
:if的bool判断, 变量的作用域范围, 格式字符串, 弹窗, 列表推导式, 一个点歌小程序")





