 少有人走的路
少有人走的路接上一篇《Epson机器人标定后验证标定的精度(五)》
接下来,验证一下取放重复性测试和全视野取放重复性测试。
重复性测试我就不解释了。
全视野取放重复性测试是指同样的料分别从视野的上,中,下进料(见图1),这个测试对于一键换型视觉很重要。
因为人家换了个品种后,可能原来从上路进的料,变成从下路进料,这时候你的结果是否相差很大呢?
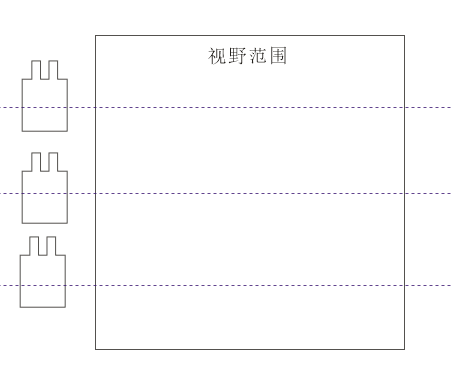
(图1)
下面的数据是按上面方式进料进行的取放重复性精度测试。
上,中,下位置分别入料,每种做10次测试。
| X | Y | U | |||
| -94.581 | 308.246 | 89.835 | |||
| -94.646 | 308.147 | 89.95 | |||
| -94.594 | 308.21 | 89.892 | |||
| -94.695 | 308.08 | 90.007 | |||
| -94.606 | 308.245 | 89.892 | |||
| -94.687 | 308.164 | 89.95 | |||
| -94.534 | 308.281 | 89.835 | |||
| -94.54 | 308.282 | 89.835 | |||
| -94.668 | 308.152 | 89.95 | |||
| -94.533 | 308.308 | 89.835 | 0.162 | 0.228 | 0.172 |
| -94.568 | 308.375 | 89.835 | |||
| -94.589 | 308.274 | 89.95 | |||
| -94.637 | 308.308 | 89.892 | |||
| -94.606 | 308.345 | 89.892 | |||
| -94.623 | 308.336 | 89.892 | |||
| -94.573 | 308.301 | 89.892 | |||
| -94.605 | 308.345 | 89.892 | |||
| -94.622 | 308.342 | 89.892 | |||
| -94.581 | 308.269 | 89.95 | |||
| -94.549 | 308.414 | 89.835 | 0.088 | 0.145 | 0.115 |
| -94.642 | 308.585 | 89.892 | |||
| -94.551 | 308.402 | 89.95 | |||
| -94.634 | 308.558 | 89.892 | |||
| -94.341 | 308.784 | 89.606 | |||
| -94.636 | 308.567 | 89.892 | |||
| -94.684 | 308.438 | 90.007 | |||
| -94.493 | 308.505 | 89.892 | |||
| -94.598 | 308.541 | 89.892 | |||
| -94.627 | 308.576 | 89.835 | |||
| -94.511 | 308.467 | 89.892 | 0.343 | 0.382 | 0.401 |
| 0.354 | 0.704 | 0.401 |
但是三组放在一起的数据(红色的数据)其极差是过不了的。
原因是由上到下,每十组数据之间值越来越大。
正是有这种现象,所以勇哥说有必要做做“全视野的取放重复性测试”。
产生这种现象的原因有下面这些:
(1)九点标定不准,工具坐标不准
各种自动标定的方法,感觉都不如常规的九点标点靠谱。
工具坐标的创建,用自动的方法,貌似也不如Epson机器人的工具向导创建出来的准确。
另外,九点标定的范围必须尽量铺满视野范围。
还有一种现象是:标定后精度测试中,往往一个轴非常好,另一个轴的结果就会大它2-3倍。
这种难以解释的现象勇哥和我的许多的同事都有遇到过。
这种时候可以尝试对于偏大的轴做固定补偿。
(2)抓边的问题
抓边的问题,勇哥并不是特指找线不准,这方面是必须要检查的,没啥好说的。
勇哥说的是对于定位物料的边的方式来说,你得注意让那个边每次在拉带上停的位置保持一样。
同一个物料,当在视野内停止的位置不一样时,你的CCD抓到的同一个边彼此可能会相差几个像素。
如果是物料中心定位,理论上就没这种问题。
另外,各种靠形态学实现的自动化的抓边方式,仍然比不上模板定位+找边的方式精度高。
---------------------
作者:hackpig
来源:www.skcircle.com
版权声明:本文为博主原创文章,转载请附上博文链接!



")
")
常用的6种方法")
 封装运动功能")
:有无数组?字符串方法,读写文件,序列化,配置文件,异常处理,循环和选择,模块与包,调试手段")






Qt Widgets Designer界面设计器和界面应用")
:if的bool判断, 变量的作用域范围, 格式字符串, 弹窗, 列表推导式, 一个点歌小程序")
:与C#不同点,鸭子类型,多线程,多进程编程,访问控制,事件委托实现,lambda表达式,常用内置库,为啥说python简单易用?")





